

محبوبترینها
قیمت انواع دستگاه تصفیه آب خانگی در ایران
نمایش جنگ دینامیت شو در تهران [از بیوگرافی میلاد صالح پور تا خرید بلیط]
9 روش جرم گیری ماشین لباسشویی سامسونگ برای از بین بردن بوی بد
ساندویچ پانل: بهترین گزینه برای ساخت و ساز سریع
خرید بیمه، استعلام و مقایسه انواع بیمه درمان ✅?
پروازهای مشهد به دبی چه زمانی ارزان میشوند؟
تجربه غذاهای فرانسوی در قلب پاریس بهترین رستورانها و کافهها
دلایل زنگ زدن فلزات و روش های جلوگیری از آن
خرید بلیط چارتر هواپیمایی ماهان _ ماهان گشت
سیگنال در ترید چیست؟ بررسی انواع سیگنال در ترید
بهترین هدیه تولد برای متولدین زمستان: هدیههای کاربردی برای روزهای سرد
صفحه اول
آرشیو مطالب
ورود/عضویت
هواشناسی
قیمت طلا سکه و ارز
قیمت خودرو
مطالب در سایت شما
تبادل لینک
ارتباط با ما
مطالب سایت سرگرمی سبک زندگی سینما و تلویزیون فرهنگ و هنر پزشکی و سلامت اجتماع و خانواده تصویری دین و اندیشه ورزش اقتصادی سیاسی حوادث علم و فناوری سایتهای دانلود گوناگون
مطالب سایت سرگرمی سبک زندگی سینما و تلویزیون فرهنگ و هنر پزشکی و سلامت اجتماع و خانواده تصویری دین و اندیشه ورزش اقتصادی سیاسی حوادث علم و فناوری سایتهای دانلود گوناگون
آمار وبسایت
تعداد کل بازدیدها :
1830748353













ریزساختارهای یوتکتیک و هیپریوتکتیک آلیاژ(Al-Ge)
واضح آرشیو وب فارسی:راسخون:
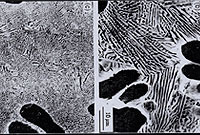
ریزساختارهای یوتکتیک و هیپریوتکتیک آلیاژ(Al-Ge) تهیه کننده : اثیر کربلاییمنبع : راسخون در این مقاله ریزساختارهای یوتکتیک و هیپریوتکتیک آلیاژAl-Ge))تحت فشارهای مختلف توسط میکروسکوپهای نوری والکترونی روبشی برای آنالیز اثرفشار روی ساختار یوتکتیکی دراین آلیاژهای فلزی مشاهده شدند.مشاهده شدکه با افزایش فشاراز4تا5گیگا پاسکال بطور مشخصی ریز ساختارآلیازGe(w t53%)Al- بهسازی شد. مشاهده شد که شاخه های فرعی ریزساختاریوتکتیکی که در این آلیاژتحت فشارطبیعی منجمدشده اندتحت فشار بالایGPa5تمایل به محو شدن دارندبوسیلهTEM میکروسکوپ نوری تغییرات شکل رشدژرمانیم ازواضح تا غیر واضح در آلیاژهای جامد شده تحت فشار GPa 5مشاهده شدند.مقدمه:آلومینیوم وژرمانیم میتوانند یک سیستم یوتکتیکی دوتایی ساده ای تشکیل دهند.دیاگرام فازتعادلی آلیاژAl-Geحداقل حلالیتGe 5/0% رادر دمای0k450نشان میدهندکه تا 2/7%در دمایok697(دمای یوتکتیک) قابل افزایش است. فاز میانی ای در آلیاژها Al-Geمنجمد شده تحت فشار طبیعی وجود ندارد. با وجود این فشار بالا میتواند تغییراتی در دیاگرام فاز این آلیاژ ایجاد کند(1).حلالیت GeدرAlتا18%با فشارGpa7قابل افزایش است و دو فاز بلوری میانی با مقدار 50- 45و68 درصدGe تحت فشارهای بالا برای این آلیاژها قابل مشاهده اند(2).تحت فشارGPa9 در دمایok320فاز میانی(گاما)γبا ساختار هگزاگونالی با پارامتر شبکهnm2830/.= aوnm2622/0= cدرآلیاژ70Ge30Alپیدا میشود(2).در سال 1998منحنی سالیدوس تحت فشارهای مختلف برای آلیاژهای Al-Geبوسیله کاگایا و همکارانش(3) با قانون ذوب لیندمن بدست آمد.مشاهده شد که با افزایش فشار منحنی سالیدوس در دیاگرام فازی(Al-Ge) بالا می آید و به سمت Geحرکت میکند. اخیرا"تحقیقات بسیار وبسیاری در آلیاژهایAl-Geمشخصا"با سرعت های سرد شدن زیاد برای پیدا کردن فاز های نیمه پایدارصورت گرفته است. اما تحقیقات روی تاثیر فشار در ریز ساختارهای انجمادی آلیاژهای Al-Geخیلی محدودند.در این تحقیق اثرفشار روی فرایند انجماد این آلیاژها ابتدائا"مورد توجه قرار گرفته سپس اثر فشار روی ریزساختارهای آلیاژهای هیپریوتکتیک با میکروسکوپ های نوری(OM)الکترونی روبشی, (SEM)الکترونی عبوری و تشخیص فاز توسط پراش اشعهX (XRD)صورت گرفته است.روش آزمایش:الیاژهای یوتکتیک وهیپر یوتکتیک (53%و60%و70% وزنی ژرمانیم) با کوره ذوب الکترود ثابت سرد شونده با لوله های آبگرد مسی با استفاده ازآلومینیوم با خلوص 99/99 وژرمانیم با خلوص 999/99 ذوب وتهیه شده است.سپس نمونه های آلیاژی در سایزهایmm4 x4x4 درفلاکس) (BN flux تا دمای oC 1400به مدت 7-5 دقیقه برای تشکیل ذوب نمونه تحت فشارGPa4و5 و6در محیط دماغه شش وجهی CS-IBحرارت داده شدند نمونه با سرعت تقریبی1KS-200 تا دمای اتاق تحت فشار مربوطه سرد شده اند. میکروسکوپ نوری و روبشی وعبوری برای نمایش ریز ساختار و آنالیز پراش اشعه xبرای حصول فازهای تشکیل دهنده در این آلیاژها مورد استفاده قرار گرفتند.نتایج آزمایش و بحث :شکل(1) نتایج پراش اشعهx Ge 60%- Alکه تحت فشارGPa5 منجمد شده را نشان میدهد.مشاهده شده است که وقتی این آلیاژ تحت فشار بالا منجمد میشود فاز هایی ازAl(α)وGe(β) بصورت محلول جامد وبدون هیچ فاز دیگری مشاهده میشوند.کاهش اندکی در پارامتر شبکه کریستالی فاز ازnm 5662/.تا nm 5428/.از تغییر فشار طبیعی تا فشار بالای GPa5 بدست میآید.شکل (2) ریز ساختار از آلیاژ یوتکتیک Ge53%-Al که تحت فشارهای مختلف منجمد شده را نشان میدهد. ساختار نمونه در آلیاژ یوتکتیکی منجمد شده تحت فشار طبیعی مشتمل بر فازهای لایه ای) β+α) و دو فاز Al(α)وGe(β) که رشد های زوجی دارند در شکل (a)2 مشاهده میشود .همچنین از شکل (2) فهمیده میشود که ساختار یوتکتبکیبا افزایش فشار بصورت مشخصی بهسازی شده است. در یک رنج مشخص فشار میتواند ضریب نفوذ را کاهش داده و سرعت نفوذ را پایین آورد ومسافت کوتاه عناصر در فاز مایع این آلیاژ میتواند ساختار یوتکتیکی را بطور مشخصی بهسازی کند.در زمان مشابهی مشاهده شده است که شاخه های فرعی ساختار یوتکتیکی تمایل به نا پدید شدن دارند شاید به این دلیل که مادون انجماد در نوک منطقه دندریتی کاهش پیدا میکند و در نتیجه رشد نوک (دماغه) افزایش می یابد. شکل (3)ریز ساختار آلیاژ هیپر یوتکتیکwt Ge70 % Al-که در تحت فشارهای مختلف منجمدشده اندرا نشان میدهند. در شکل(a)3 فهمیده میشود که فاز اولیه هیپر یوتکتیک βمیباشد. که در الیاژهای تحت فشارهای بالای GPa5 منجمد میشوند.همانطور که در شکل (3)bفاز اولیه αدر آلیاژهای منجمدشده تحت فشار بالای GPa6 مشاهده میشود. از رابطه کلاسیوس- کلاپیرون در معادله(1) فهمیده میشود که نقطه ذوب آلومینیوم تاOC 4/6 وقتی که فشار بالای Mpa100 میرود افزایش می یابد.(6) که در این معادله p فشار- dT تغییرات نقطه ذوب -Tm نقطه ذوب -1V حجم جامد –2Vحجم مایع وΔHmگرما ی نهان ذوب میباشند. بدلیل اینکه حجم آلومینیوم خالص و ژرمانیم خالص در تماس با هم وقتیکه تحت فشارهای بالا ذوب میشوند منبسط میگردد. از معادله (1) حاصل میشود که نقطه ذوب Alخالص تا 1304کلوین بالا میرود و نقطه ذوب Geخالص از 1210به 1015کلوین تحت فشار GPa5 وتا 988کلوین تحت فشار GPa6 کاهش می یابد.بنابراین نتیجه میشود که تحت فشارGPa6 نقطه ذوب برای فاز(β) Ge پایین تر از فاز(α) Al میباشد.بر طبق تحقیقات کاگایا و همکارانش (3) تاثیر فشار روی دیاگرام فازی Al-Ge با قانون ذوب Lindman قابل بررسی است.با افزایش فشار حلالیت Ge در Al افزایش می یابد اما دمای یوتکتیک تغییر زیادی نمی کند بنا بر ایننقطه یوتکتیک در جهت Ge در دیاگرام فازی Al-Ge حرکت میکند و دیاگرام فازی تقریبی شکل 4 حاصل میشود.شکل 5 مورفولوژی یوتکتیک آلیاژGe53% Al- که تحت قشار بالا منجمد شده را نشان میدهد از این شکل فهمیده میشود که گوشه ها و لبه های Ge گرد و روان میشوند وقتیکه تحت فشار بالا منجمد میشوند . این مساله نشان میدهد که شکل رشد Ge به تدریج از واضح به سمت غیر واضح تحت فشار بالا تغییر میکند . بنابراین انجماد آلیاژهای یوتکتیک و هیپر یوتکتیک Al-Ge تحت فشارهای بالا شاخه های فرعی لایه های یوتکتیک را از بین می برد وریز ساختار بهسازی شده ای از یوتکتیک و بنا براین با این تکنیک کامپوزیتیاز یوتکتیک لایه ای فلز –نیمه هادی قابل حصول است . نتیجه گیری : انجماد آلیاژهای یوتکتیک و هیپر یوتکتیک Al-Ge تحت فشارهای مختلف انجام گرفت ونتایجی حاصل شد . فاز جدید دیگری وقتیکه آلیاژ Al-Ge تحت فشار بالای 4 تا 6 منجمد میشود دیده نشد با افزایش فشار ریز ساختار یوتکتیکی با شاخه های فرعی خشن به تدریج نا پدید شده و ریز ساختار یوتکتیکیبه طور مشخصی بهسازی شد . نقطه یوتکتیک با افزایش فشار به تدریج به سمت Ge حرکت میکند ونقشه ای از دیاگرام آلیاژ Al-Ge تحت فشارهای مختلف را مطرح میکند .

آلومینیومآلومینیوم فلزی سفید رنگ است ، قابلیت هدایت الکتریکی وحرارتی آلومنییوم زیاد بوده و در مجاورت هوا قشری به نام اکسید آلومینیوم روی آن را می پوشاند. که ضخامت آن 002/0 میلیمتر می باشد. و آلومینیوم را در مقابل بسیاری از گازها و مایعات محافظت می کند. درجه ذوب آلومینیوم C 658 سانتیگراد است ، درجه ذوب اکسید آلومینیوم در حدود 2000 درجه سانتی گراد می باشد. برای بر طرف کردن این اکسید که مانع عمل جوش کاری می باشد از پوشش هائی که تولید سربارهای مخصوص می نماید استفاده می کنند وگرد آلومینیوم یا گرد جوشکاری آلومینیوم بر طرف کننده قشر اکسید شده و کثافات سطحی می باشد. پوشش آلومینیومی دادن Alcladding: بطور كلی آلیاژهای آلومینیوم با استحكام زیاد از نظر خوردگی كم مقاومترین آنها محسوب میگردند. این مطلب بخصوص در مورد آلیاژهای حاوی درصدهای زیاد مس یا روی صادق است. از طرف دیگر مقاومت به خوردگی آلومینیوم خالص بسیار زیاد است. پوشش آلومینیومی دادن یكی از روشهای افزایش مقاومت خوردگی به یك آلیاژ با استحكام زیاد است. در این فرآیند یك لایه آلومینیوم خالص به سطح آلیاژ مورد نظر متصل شده و در نتیجه مجموعه حاصل خواص مورد نظر حاصل میشود. این روش مخصوصاً در محصولات ورقهای مناسب است. آندایزه كردن (آبكاری( Anodizing: در این روش از مقاومت زیاد در مقابل خوردگی لایه پوششی كه بلافاصله بر روی سطح آلومینیوم تازه بریده شده تشكیل میگردد استفاده میشود. همانگونه كه قبلاً ذكر گردید این لایه عامل مقاومت به خوردگی طبیعی این فلز است. آندایزه كردن در واقع یكنوع ضخیم كردن لایه اكسیدی به ضخامت تا چندین هزار برابر ضخامت لایه اكسید طبیعی است. نتیجه عمل، لایهای است سخت با ضخامت حدود 5/25 میكرون بر تمام سطح آلومینیوم كه علاوه بر مقاومت به خوردگی در مقابل سایش نیز استحكام كافی دارد. آندایزه كردن یك روش الكتریكی است كه انواع مختلف آن اساساً از نظر محلولی كه فلز در آن مورد عمل قرار میگیرد و ضخامت لایه اكسیدی حاصل، فرق مینماید. از این طریقه پوشش دادن علاوه بر حفاظت سطحی گاهی به منظور تزئینی نیز استفاده میگردد اگر فلز آندایزه شده را با انواع رنگهای مختلف پوشش دهند رنگ حاصل تقریباً بصورت قسمتی از اكسید سطحی بدست میآید. پوشش سخت دادن Hard Coating: یكی از فرآیندهای آندایزه كردن است كه به تدریج اهمیت پیدا میكند و آن را آندایزه كردن سخت یا پوشش سخت دادن مینامند. این فرآیند گرچه در اساس مشابه آندایزه كردن معمولی است ولی از چند نقطه نظر با آن تفاوت دارد. در پوشش سخت، محلول مورد استفاده اسید سولفوریك و درجه حرارت عمل پایینتر است. فرآیند بقدری ادامه مییابد كه لایه اكسیدی به ضخامتی تا حدود 5 برابر ضخامت آندایزه كردن معمولی برسد. لایه حاصل ممكن است به ضخامتی تا حدود 127 میكرون برسد كه پوستهای بسیار سخت است. موارد استفاده یك چنین پوشش سخت و مقاوم سائیدگی بسیار وسیع است. عمر مفید قطعاتی چون چرخ دندهها و پیستون هواپیما، لوله تفنگ، چرخ دندههای كامپیوتر، لبههای پرههای هلیكوپتر و افشانكهای پیستولههای پاشش فلزات را میتوان به این طریق افزایش داد. حفاظت كاتدی Cathodic Protection: برخی از موارد مصرف دریایی آلومینیوم نیاز به یكنوع حفاظت متفاوت با حفاظتهای فوقالذكر دارد. در اینگونه موارد فلز در آب دریا غوطهور میگردد، مانند بدنه پایین كشتیها، كه به مقاومت خوردگی بیشتری نیازمند هستند. این روش حفاظت در مقابل خوردگی در لولههای آلومینیومی زیرزمینی مخصوصاً وقتی كه فلزات دیگری نیز در خاك وجود داشته باشد مورد استفاده قرار میگیرد. حفاظت كاتدی یكنوع كنترل خوردگی است كه در آن یك میله یا صفحه آلومینیومی (آند) برای حفظ و جلوگیری از بین رفتن ساختمان آلومینیومی مورد نظر (كاتد) وجود از بین میرود میله یا صفحه از بین رونده از طریق یك مقاومت الكتریكی به ساختمان مورد حفاظت متصل میگردد. از طریق عمل الكتروشیمیایی یك ولتاژ مستقیم جریان تولید میگردد كه به جای خوردگی ساختمان مورد نظر باعث خورده شدن آند میشود. پس از تمام شدن قطعات آند، قطعات جدیدی جایگزین میگردد و این عمل معمولاً هر دو تا ده سال بر حسب شدت خوردگی انجام میگیرد. وزن مخصوص كم: یك متر مكعب آلومینیوم خالص 8/2827 كیلوگرم وزن دارد و یك متر مكعب از سنگینترین آلیاژهای آلومینیوم (یعنی آلیاژهای حاوی مس و روی) دارای وزنی در حدود 2953 كیلوگرم است. حتی این سنگینترین آلیاژهای آلومینیوم نیز حداقل 1978 كیلوگرم در هر متر كعب سبكتر از وزن هم حجم سایر فلزات ساختمانی (بجز منیزیم) است (جدول 1-1). مزیت این كم بودن وزن چیست؟ میتوان این مزیت را بصورت زیر خلاصه نمود: مزایای وزن مخصوص عبارتند از: 1- حمل و نقل ارزانتر: چه در مورد حمل و نقل كالاهای آلومینیومی و چه در مورد وسیله نقلیه ساخته شده از آلومینیوم. 2- ظرفیت بیشتر: امكان صرفهجویی در وزن ساختمانهای آلومینیومی بخوبی در پایهها و تاسیسات حفاری چاههای نفت دیده میشود. لولههای حفاری كه شافت مته حفاری نیز محسوب میگردد امروزه از آلومینیوم ساخته میشود. وزن كم این لوله خود میتواند ظرفیت دكل حفاری كه باید تمام وزن سیم مته را تحمل نماید دو برابر كند. 3 -صرفهجویی در كار: بعلت سبكی كه به معنی نصب سریعتر و اقتصادیتر ساختمانها، تعداد كمتر كارگر مورد نیاز و خستگی كمتر استفاده از وسایل آلومینیومی خانگی است. 4- ممان اینرسی كمتر: در نتیجه دانسیته آلومینیوم ممان اینرسی قطعات آلومینیومی كمتر میگردد. این كلمه نام علمی برای تمایل یك قطعه برای متوقف و یا در حالت یكنواخت ماندن مگر اینكه یك نیروی خارجی اعمال گردد میباشد. هر چه قطعه سنگینتر باشد ممان اینرسی آن بیشتر و كار بیشتری برای حركت دادن و یا متوقف كردن آن مورد نیاز است. ماشینكاریهای سریع مدرن امروزی نیاز به موادی با ممان اینرسی كم دارد طوریكه كه بتوان بسرعت و با بازدهی خوب دستگاه را بكار انداخت و یا از كار باز داشت، این مطلب خصوصاً برای دستگاههای بستهبندی و ماشینهای چاپ با قطعات دارای حركت متناوب صادق است. 5-تعداد قطعات بیشتر به ازای هر كیلو وزن: وزن كمتر بمعنی تعداد قطعات بیشتر به ازای هر كیلو وزن است. میخ، پیچ، مهره و واشر آلومینیومی را میتوان به ازای واحد وزن تا سه برابر تعداد قطعات مشابه فولادی ساخت. مقاومت زیاد در مقابل خوردگی: یكی دیگر از خواص مشخصه آلیاژهای آلومینیوم مقاومت در مقابل خوردگی است. آلومینیوم خالص وقتی كه در هوا قرار گیرد بلافاصله با یك لایه چسبنده اكسید آلومینیومی پوشیده میشود، این لایه پوششی، مانع خوردگی میگردد. اگر در اثر سائیدگی این لایه كنده شود بلافاصله دوباره تشكیل میگردد. ضخامت این لایه نازك طبیعی در حدود 025/0 میكرون (یك میكرون = یكهزارم میلیمتر) است، با این وجود بقدری محكم است كه مانع موثری در مقابل اغلب مواد خورنده محسوب میگردد. البته برخی از آلیاژهای خاص آلومینیوم نسبت به دیگران مقاومتر است. برای مثال گروه آلیاژهای Al-mg مخصوصاً در مقابل هوا و آب دریا مقاوم است. از طرف دیگر آلیاژهای آلومینیوم حاوی مس یا روی از نظر مقاومت خوردگی ضعیفتر و از نظر استحكام مكانیكی قویتر میباشد. اگر مقاومت طبیعی آلومینیوم برای بعضی از محیطها كافی نباشد در آن صورت روشهایی وجود دارد كه بتوان مقاومت آن را افزایش داد. برخی از این روشها عبارتند از: «پوشش دادن با آلومینیوم Alcladding»، «آندایزه كردن (آبكاری) Anodizing»، «پوشش سخت دادن Hard Coating» و «محافظت كاتدی Cathodic Protection». انتخاب الکترود برای جوشکاری آلومینیوم با برق الکترودهائی که برای جوشکاری آلومینیوم استفاده می شود دارای پوشش ضخیم بوده و جنس آن حدود 95% آلومینیوم و 5% سیلیسیوم می باشد . قطر الکترود را مناسب با ضخامت قطعه کار باید انتخاب کرد. چون پوشش الکترود رطوبت را جذب می کند باید آن را حتماً درمحل خشک نگهداری کرد. الکترودهای مرطوب را می توان در درجه حرارت 200 درجه سانتی گراد خشک کرد. زاویه الکترود نسبت به قطعه کار در جوش آلومینیوم حدود 45 درجه می باشد. برای ایجاد قوس الکترود و کار، نوک الکترود و کار را باید با برس سیمی یا کاغذ سمباده تمیز کرد. طریقه جوشکاری آلومینیوم با برق برای جوشکاری آلومینیوم باید طول قوس را حتی المقدور کوتاه نگهداشت . برای اینکه جوشکاری خوب انجام شود قطعات ضخیمتر از 5 میلیمتر را حدود 200 درجه و برای ضخامت های تا 20 میلیمتر را حدود 400 درجه سانتی گراد گرم می کنند. در موقع تعویض الکترود و ادامه جوشکاری بایستی حدود 3 سانتیمتر از تفاله هائی را که روی جوش بسته شده پاک کرد. در جوش آلومینیوم با جریان برق از قطب معکوس استفاده می شود . قطعات آلومینیوم ریخته شده را باید قبل از جوشکاری تا حدود 260 درجه سانتی گراد گرم کرد. بعد از خاتمه جوشکاری باید تفاله جوش را از روی گرده جوش پاک کرد و آن را با آب نیمه گرم شست. ورق های آلومینیوم که ضخامت آنها از 2 میلیمتر کمتر است با جوش اکسیژن یا استیلن بهتر می توان جوش داد باید توجه داشت که از گرد مخصوص جوشکاری آلومینیوم باید در جوش گازحتماً استفاده نمود و زیر کار را نیز محکم نموده تا از ریختن جلوگیری شود و نیز سرعت عمل در ایجاد حوزه مذاب سریع مورد نظر می باشد و نیز از شعله قدری احیاء کننده استفاده گردد زیرا به سرد نمودن کار کمک می نماید. بهتر است از آجرهای نسوز یا مواد شبیه آن استفاده گردد. الکترود مخصوص آلومینیوم خالص در دستگاهها در ایران معروف به نام آما 1075 رنگ شناسائی : انتها- قهوه ای باخال نقره ای الکترود آلومینیوم روپوش شده برای جوشکاری آلومینیوم خالص در مخازن و دستگاهها می باشد. این الکترود دارای جریان نرم است و در تمام حالات به خوبی جوش می خورد و چون نقطه ذوب آن پایین است خیلی زود آب می شود. برای جلوگیری از سوختن و پاشیدن باید طول قوس را حتی المقدور کوتاه نگهداشت. برای به دست آوردن درز صاف و بدون سوراخ در قطعات کلفت تر از 8 میلیمتر بهتر است قطعه تا 200 درجه سانتیگراد گرم شود. قطر الکترود را معادل ضخامت دیواره جوش دادنی انتخاب می کنند. برای به دست آوردن درز جوش مقاوم در الکتروشیمی لازم است که بقایای سرباره جوش را خوب پاک کنند. جنس روپوش رطوبت جذب می نماید و باید الکترودها را حتماً در محل خشک نگهداری کنند. الکترودهائی که مرطوب شده باشند می تواند در حرارت 200 درجه سانتیگراد دوباره خشک شوند. رنگ شناسائی : انتها – قهوه ای الکترود روپوش دار برای آلیاژهای آلومینیوم مثل AlMn,MlMg,AlMg1,AlMg3,AlMg5 و در وسایل نقلیه – دستگاهها و مخزن سازی – جوشکاری های مقاوم در آب دریا و در کشتی سازی به کار می رود. این الکترود دارای جریان نرم است و در تمام حالات به خوبی جوش می خورد و چون نقطه ذوب آن پایین است خیلی زود آب می شود. برای جلوگیری از سوختن و پاشیدن زیاد باید طول قوس را حتی المقدور کوتاه نگه داشت. برای به دست آوردن درز صاف و بدون سوراخ در قطعات کلفت تر از 8 میلیمتر بهتر است قطعه تا 200 درجه سانتیگراد گرم شود. قطر الکترود را معادل ضخامت دیواره جوش دادنی انتخاب می کنند. برای به دست آوردن درز جوش مقاوم در الکتروشیمی لازم است که بقایای سرباره جوش را خوب پاک کنند. جنس روپوش رطوبت جذب می نماید و باید الکترودها را حتماً در محل خشک نگهداری کنند. الکترودهائی که مرطوب شده باشند می توانند درحرارت 200 درجه سانتی گراد دوباره خشک شوند. روانسازها در جوشکاری آلومینیوم با برق درجه ذوب اکسید آلومینیوم در حدود 2000 درجه سانتی گراد بود و تقریباً سه برابر درجه ذوب آلومینیوم می باشد. خمیرهای جوشکاری آلومینیوم بیشتر دارای کلرید و فلورید و سولفات سدیم و فلزات قلیائی و کلرورپتاسیم می باشند که باید کار را به وسیله آن آغشته کرد.گرد جوش اندکی قبل از فلز اصلی ذوب شده و اکسید آلومینیوم را حل می کند و به صورت تفاله در می آید و در سطح فلز گرم شده پخش می شود و از اکسیداسیون بیشتر جلوگیری می نماید. توجه فرمائید: برای جوشکاری آلومینیوم باید حتماً روانساز مخصوص آن را به کار برد. در جوشکاری آلومینیوم دو نوع گرد جوشکاری به کار می رود که یکی از آنها در آب حل شده و به شکل خمیر در می آید. و نباید مقدار زیادی گرد را در آب حل کرد زیرا بعداً فاسد می شود و گرد خمیر، خشک و فاسد می گردد. نوعی دیگر روانساز وجود دارد که در آب حل نشده و بیشتر در جوشکاری درزهای گونیائی به کار می رود و پس از آن باقیمانده را می توان به سادگی از روی کار پاک کرد. نباید بیش از اندازه از روانساز استفاده کرد زیرا مضر است و از لحاظ کم بودن سیالیت آلومینیوم در موقع ذوب تغییر رنگ نمی دهد یا خیلی کم سرخ می شود لذا تشخیص زمان ذوب برای مبتدیان جوشکاری سخت است و اتفاق می افتد که حرارت مشعل در یک نقطه متمرکز شده و کار را سوراخ می نماید. آزمودگی جوشکار در آن است که لحظه دقیق جوشکاری را از ذوب شدن روانساز و پراکنده گشتن روانساز در روی فلز یا قطعه کار تشخیص دهد. هر چه اجزاء آلیاژ بیشتر باشد جوشکاری دشوارتراست. شیشه عینک جوشکاری آلومینیوم بایستی آنقدر روشن باشد که بتوان به وسیله آن مطالعه کرد و جوشکاری از راست به چپ در مورد فلزات سبک متداول است. در مورد ورقهای ضخیمتر از 4 میلیمتر جوشکاری از چپ به راست انجام می گیرد . زاویه مشعل با سیم جوش از زاویه جوشکاری آهن بیشتر است و مخصوصاً توجه شود که مخروط داخلی شعله باید روی حوضچه مذاب قرار گیرد. مشعل را نباید نوسان داد بلکه در امتداد خط جوش به طور مستقیم حرکت داد.منابع:1- http://www.metallurgyis.ir2- http://daneshnameh.roshd.ir3- مجموعه مقالههاي شانزدهمين سمينار سالانه جامعه ريختهگران ايران ناشرانتشارات جامعه ريخته گران ايران/س
این صفحه را در گوگل محبوب کنید
[ارسال شده از: راسخون]
[مشاهده در: www.rasekhoon.net]
[تعداد بازديد از اين مطلب: 1387]

-
گوناگون
پربازدیدترینها