

محبوبترینها
آیا میشود فیستول را عمل نکرد و به خودی خود خوب میشود؟
مزایای آستر مدول الیاف سرامیکی یا زد بلوک
سررسید تبلیغاتی 1404 چگونه میتواند برندینگ کسبوکارتان را تقویت کند؟
چگونه با ثبت آگهی رایگان در سایت های نیازمندیها، کسب و کارتان را به دیگران معرفی کنید؟
بهترین لوله برای لوله کشی آب ساختمان
دانلود آهنگ های برتر ایرانی و خارجی 2024
ماندگاری بیشتر محصولات باغ شما با این روش ساده!
بارشهای سیلآسا در راه است! آیا خانه شما آماده است؟
بارشهای سیلآسا در راه است! آیا خانه شما آماده است؟
قیمت انواع دستگاه تصفیه آب خانگی در ایران
نمایش جنگ دینامیت شو در تهران [از بیوگرافی میلاد صالح پور تا خرید بلیط]
صفحه اول
آرشیو مطالب
ورود/عضویت
هواشناسی
قیمت طلا سکه و ارز
قیمت خودرو
مطالب در سایت شما
تبادل لینک
ارتباط با ما
مطالب سایت سرگرمی سبک زندگی سینما و تلویزیون فرهنگ و هنر پزشکی و سلامت اجتماع و خانواده تصویری دین و اندیشه ورزش اقتصادی سیاسی حوادث علم و فناوری سایتهای دانلود گوناگون
مطالب سایت سرگرمی سبک زندگی سینما و تلویزیون فرهنگ و هنر پزشکی و سلامت اجتماع و خانواده تصویری دین و اندیشه ورزش اقتصادی سیاسی حوادث علم و فناوری سایتهای دانلود گوناگون
آمار وبسایت
تعداد کل بازدیدها :
1855903089













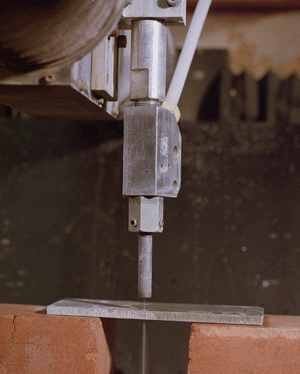
ماشین.كاری با جت آب و ذرات ساینده:
واضح آرشیو وب فارسی:فان پاتوق: ماشین.كاری با جت آب و ذرات ساینده:

ماشین.كاری با جت آب و ذرات ساینده:
اگرچه سال.هاست كه از استفاده از تكنولوژی جت مواد ساینده و جت آب می.گذرد و لیكن اخیراً این دو فرآیند در زمینه بازار ماشین ابزار جایگاه مناسبی پیدا كرده است. این موضوع مهم و قابل توجه است و تعدادی از نوآوران قدیمی با استفاده از جایگزینی و تكمیل فرآیندهای معمولی ماشین.كاری خود با استفاده از این دو فرآیند (ماشین.كاری با جت.آب و جت مواد ساینده) سود فراوانی برده.اند.
اخیراً بر طبق گزارش Frost و Sullivan كه یك شركت بازاریابی كار می.كنند، اعلام نموده.اند كه abrasive water jet به نحو چشمگیری رشد و گسترش قابل ملاحظه.ای پیدا كرده است. رشد 1/9 درصد در فاصله سال.های 2002-1997 برای بازار واترجت و جت مواد آینده پیش.بینی می.شود.
هم واترجت و هم لیزر قادرند فلزات و دیگر مواد را برش دهند. ولیكن دستگاه.های واترجت ارزان.تر از دستگاه.های لیزر می.باشند و عملاً دستگاه.های واترجت برتر از ماشین.های برش معمولی می.باشند.
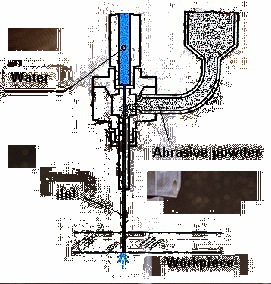
چرا تعداد زیادی از مردم به خرید دستگاه.های واترجت روی آورده.اند، زیرا: چون می.توانند سریع برنامه.ریزی كرده و در مدت كوتاهی پول.دار شده و سود زیادی عایدشان شود. همچنین می.توانند سریعاً دستگاه را تنظیم كرده و كل مجموعه تنظیمات دستگاه را تنظیم كرده و كل مجموعه تنظیمات دستگاه را چك كنند آنها از ابزار دستگاه خیلی تعریف می.كنند. چونكه ابزار، هم در ماشینكاری اولیه و هم در ماشینكاری ثانویه (نهایی) یكی است و نیازی به تغییر ابزار نمی.شود. سرعت ساخت قطعات بسیار بالا و خارج از تصور می.باشد. این روش باعث ایجاد اثرات حرارتی روی قطعه نمی.شود. آنها می.توانند هزینه خرید دستگاه را در مدت كوتاهی تامین نمایند. شما قبلاً عبارات واترجت و جت مواد ساینده را شنیده.اید، این مهم است كه بدانید جهت مواد ساینده همان واترجت نمی.باشد، اگرچه خیلی به هم شبیه هستند. تكنولوژی جت.آب به حدود 20 سال پیش برمی.گردد و جت مواد ساینده حدوداً 10 سال بعد به وجود آمد. اساس هر دو روش مبتنی بر افزایش فشار آب تا حد خیلی زیاد و خروج آب از یك روزنه كوچك به خارج می.باشد. سیستم واترجت از یك باریكه آب استفاده می.كند كه از دهانه (orifice) خارج می.شود و می.تواند مواد نرمی از قبیل پارچه و مقوا را برش دهد و لیكن نمی.تواند مواد سخت.تری را برش.كاری كند. آب در دهانه ورودی از 20 تا 55 هزار پوند بر اینچ مربع تحت فشار قرار می.گیرد، سپس از دهانه (jewel) كه قطر آن به طور نمونه 015/0-010/0 اینچ می.باشد. با فشار خارج می.شود و در سیستم جت مواد ساینده، مواد ساینده به جت.آب افزوده شده تا بتواند مواد سخت.تر را نیز برش دهد. سرعت خیلی زیاد جت آب باعث ایجاد خلاء شده و مواد ساینده را به داخل نازل مكش می.كند. اغلب مردم زمانی كه منظورشان جت ساینده است، به غلط اصطلاح واترجت را به كار می.برند. یك مجموعه كامل نازل واترجت حدود 500 تا 1000 دلار می.باشد در صورتی كه نازل جت سازنده حدود 800 تا 2000 دلار هزینه در بر دارد. هزینه عملیاتی جت مواد ساینده به خاطر سایش تیوپ مخلوط.كننده مواد ساینده با آب و همچنین به خاطر مصرف مواد ساینده نسبت به واترجت خیلی زیاد است.
تنها محدودیت جت.آب نازل.های آن می.باشد و jewel دارای سوراخ بسیار ریزی بوده كه آب با فشار از آن به بیرون پاشیده می.شود. Jewel ممكن است ترك برداشته و یا در اثر رسوب در آن مسدود شدن دهانه یاقوتی نازل در اثر ورود مواد زائد و گرد و كثافت در دهانه ورودی آب (inlet water) می.باشد و می.توان براحتی و با استفاده از یك فیلتراسیون مناسب از بروز چنین مواردی جلوگیری نمود. رسوبات در اثر مواد معدنی موجود در آب نیز ممكن است پدید آید. Jewel ها را می.توان در مدت كوتاهی حدود 2 تا 10 دقیقه تعویض نمود. همچنین قیمت بالایی نداشته و حدود 5 تا 50 دلار می.باشد، البته نازل.های الماسه نیز وجود دارند ولیكن قیمت آنها حدود 200 دلار می.باشد و همچنین ساخت آنها نیز مشكل.تر از نازل.های یاقوتی می.باشد. ابعاد و شكل هندسی دهانه نازل در نحوه عملكرد آن تاثیر بسیار مهمی داشته و در مورد نازل.های الماسی تامین این دقت و تلرانس كمی مشكل و هزینه.بر می.باشد.
محدودیت.های موجود در مورد نازل.های مربوط به جت مواد ساینده :
نازل.های جت مواد ساینده علاوه بر طرح ساده.ای كه دارند گاه.گاهی ایجاد مشكلاتی نیز می.كنند. طرح.های گوناگونی ساخته شده.اند ولی همگی در بروز یكسری مشكلات مشترك هستند.
تیوپ مخلوط.كننده یك قطعه و مجموعه گران.قیمت بوده و به علت سایش در اثر مواد ساینده دارای عمر كوتاهی نیز می.باشد. همانطوری كه گفته شد، جت مواد ساینده قادر است هر چیزی را برش دهد و این توانایی بالایی فرسایش و در نتیچه آن برش مسیر عبور و تیوپ مخلوط.كننده را نیز تحت تاثیر قرار می.دهد و همین مسئله در افزایش قیمت نهایی قطعه تولیدی تاثیر می.گذارد.
از دیگر مشكلات موجود در مورد دستگاه.های جت مواد ساینده این است كه تیوپ مخلوط.كننده به همیشه بلكه گاه.گاهی مسدود می.شود. معمولاً علت این امر در اثر مواد زاید و كثیف (dirt) و همچنین دانه.های مواد ساینده كه از اندازه استاندارد بزرگ.تر باشند نیز حاصل می.شود.
مزایای ماشین.كاری با جت مواد ساینده :
برنامه..ریزی و تنظیم فوق.العاده سریع
در این فرآیند نیازی به تغییر ابزار جهت كارهای مختلف نمی.باشد، برعكس دیگر دستگاه.های ماشین.كاری كه حتی برای تعویض ابزار نیر باید برای دستگاه برنامه.ریزی كرد. تنها برنامه.ریزی لازم برای انجام عملیات ارائه نقشه قطعه به دستگاه می.باشد و اگر مشتری نقشه قطعه كار را روی یك دیسكت به شما تحویل دهد، نصف كار انجام شده است و این به این معنی است كه شما در تولیدات كم و حتی تك.سازی هم می.توانید سود قابل توجهی ببرید.
برای اغلب كارها نیاز به فیكسچر خیلی كمی نیاز است
برای مواد تخت می.توان پس از قرار دادن آنها روی میزكار با قراردادن دو وزنه 10 پوندی روی آن قطعه كار را فیكس نمود و برای قطعات كوچك می.تواند با استفاده از رویندهای كوچك، كار را محكم نمود.
امكان ماشین.كاری تقریباً هر قطعه (شكل) دو بعدی و برخی از قطعات (اشكال) سه بعدی
امكان ماشین.كاری شعاع.ها و گوشه.های داخلی با شعاع كم، امكان ساخت فلانج كاربراتور با سوراخ.ها و همه چیزهای لازم آن. برخی از دستگاه.های فوق.العاده پیشرفته قادر به ماشین.كاری سه بعدی می.باشند. ماشین.كاری سه بعدی نیازمند و مستلزم دقت زیادی می.باشد. به همین دلیل ماشین.كاری سه بعدی صرفاً جهت كاربردهای خاص به كار می.رود.
به هر حال ماشین.كاری جت مواد ساینده دارای توانمندی فوق.العاده در تولید اشكال دو بعدی است و لیكن در مورد اشكال سه بعدی دارای محدودیت.هایی می.باشد.
اعمال نیروی جانبی بسیار كم به قطعه حین ماشین.كاری
بدین معنی كه شما می.توانید با اطمینان قطعاتی كه ضخامت دیواره آنها به كوچكی 0025/0 اینچ باشد را به راحتی و بدون تركیدگی و یا حتی لب.پریدگی، ماشین.كاری كنید. همچنین پایین بودن زیاد میزان نیروی جانبی برش این امكان را فراهم می.كند تا بتوان اشكال لانه زنبوری و تو در تو تولید نموده و با این كار را از متریال حداكثر استفاده را كرد.
اغلب هیچ گونه گرمایی روی قطعه كار ایجاد نمی.شود.شما می.توانید قطعه كار را ماشین.كاری كنید. بدون ایجاد افزایش دما و سخت شدن قطعه كار و بدون تولید دودهای سمی، بدون ایجاد پیچیدگی در قطعه كار، و بدون تولید دودهای سمی، و بدون ایجاد پیچیدگی در قطعه كار.
شما می.توانید قطعاتی را كه قبلاً سخت.كاری شده.اند و عملیات حرارتی بر روی آنها انجام شده است را به راحتی ماشین.كاری كنید. در ایجاد سوراخ بر روی فولاد به ضخامت 2 اینچ حداكثر دمای قطعه كار به 120 درجه فارنهایت می.رسد و لیكن ماشین.كاری بر روی دیگر قطعات در دمای اتاق انجام می.شود.
نیازی به ایجاد سوراخ اولیه نمی.شود:
بر خلاف ماشین.كاری با وایركات كه نیاز به ایجاد سوراخ اولیه می.باشد در این روش نیازی به ایجاد سوراخ اولیه نمی.باشد.
موضوع ضخامت قطعه.كار :
محدودیت مشخصی برای ضخامت معلوم نمی.باشد و لیكن سرعت برش تابعی از ضخامت قطعه كار می.باشد.
عدم آسیب.رسانی به محیط :
شما می.توانید از مواد ساییده شده قرمز رنگ كه از garnet بجای مانده است جهت تزئین باغچه استفاده كنید حتی اگر شما می.خواهید قطعات زیادی از جنس مواد خطرناك از قبیل سرب و … را ماشین.كاری كنید، این مهم است كه مقدار خیلی كمی از ماده برداشته می.شود. این خود در حفاظت محیط.زیست موثر است.
باقی مانده مواد خام نیز قابل استفاده است
هنگام ماشین.كاری قطعات گران.قیمت از قبیل تییانیوم، باقی مانده ماده خام نیز ارزشمند است زیر عرض برش این فرآیند كوچك بوده و پس از تولید قطعه اصلی، می.توان از مواد باقی مانده مجدداً قطعات دیگری تولید نمود.
تنها و تنها فقط به یك ابزار نیاز است
در این روش نیازی به تغییر ابزار نمی.باشد و حتی نیازی به برنامه.ریزی جهت تغییر ابزار نمی.باشد. برنامه.ریزی و تنظیم دستگاه و تمیز كردن نیز زمان زیادی نمی.برد، از این رو در این روش سرعت تولید و بهره.وری خیلی زیاد است.
افسانه.ها و موهومات معمول در مورد جت مواد ساینده :
اوه! شما می.توانید فولاد به ضخامت 6 اینچ را با آب ببرید!؟
خیر! اگر شما مشاهده می.كنید كه یك قطعه فولادی به ضخامت 6 اینچ در حال برش.كاری است، بدانید كه این واترجت نیست بلكه جت مواد ساینده است كه این كار را انجام می.دهد. وظیفه آب در اینجا فقط اعمال شتاب فوق.العاده زیاد بر مواد ساینده است. و این مواد ساینده است كه فولاد را می.برد، نه آب!
عمر نازل برش.كاری :
به اشتباه خیال می.شود كه عمر نازل خیلی مهم و حساس است و این در حالی است كه عمر قسمت نازل دستگاه اهمیت آن چنانی ندارد و آنچه كه مهم است عمر تیوپ مخلوط.كننده مواد ساینده با آب است.
Orifice یا jewelها ارزان هستند و اصلاً قابل قیاس با تیوپ اختلاط نمی.باشد. Jewelها (قسمت نازل یا دهانه خروجی آب است كه از جنس لعل یا یاقوت می.باشد) تقریباً ارزان و حدود 15 تا 50 دلار می.باشند و این در حالی است كه قیمت تیوپ مخلوط.كننده 100 تا 200 دلار می.باشد. Jewelها نوعاً در اثر رسوبات معدنی موجود در آب آسیب می.بینند كه البته این رسوبات قابل برداشت می.باشند. Jewel از جنس یاقوت قرمز و آبی تقریباً یكسان هستند و تفاوتشان فقط در رنگشان است. علت رنگ قرمز rubyها به علت درصد بالای كرم موجود در آنها بوده و در مقابل sapphireها علت رنگ آبی، درصد بالای آهن موجود در آنها است ولیكن هر دو سنگ یاقوت معدنی می.باشند. اما اگر هنوز عمر مفید نازل برای شما خیلی مهم است می.توانید بجای نازل از جنس یاقوت قرمز یا آبی، از نازل الماسه استفاده كنید ولی بهتر است فعلاً از یك سامانه مناسب فیلتراسیون آب استفاده كنید.
مدت كاركرد مفید تیوب مخلوط.كننده چقدر است؟
برای روشن شدن موضوع بدانید استفاده از یك تیوب مخلوط.كننده كهنه و آسیب دیده در اثر كاركرد مانند بكارگیری یك تیغچه الماسه كند شده می.باشد. این مشكل است كه بگوییم چه وقت یك تیوب كاملاً آسیب دیده و قابل كاربرد نمی.باشد. اما این مهم است كه ساییدگی در تیوب باعث كاهش كارآیی ماشین.كاری می.گردد. برای كارهای دقیق بهتر است از یك تیوب جدید استفاده نمود.
عمر مفید تیوب به پارامترهای زیادی بستگی دارد، به عنوان مثال نوعاً از 20 تا 100 ساعت می.تواند عمر مفید متوسط فرض شود. البته با توجه به شرایط ممكن است از این زمان سریع.تر یا كندتر نیز سایش اتفاق بیفتد كه البته باز به شرایط كاری بستگی دارد.
پس هزینه اصلی عملیاتی چه چیزی است؟
وقتی هزینه.هایی از قبیل تیوب اختلاط و دهنه.های نازل كه قطعات گران.قیمت و فرسایشی هستند را مورد توجه قرار می.دهید بایستی هزینه كل عمیات را نیز در نظر گرفته و آن را با سودمندی و قدرت تولید دستگاه مقایسه كنید وقتی شما چنین مقایسه.ای را انجام دهید خواهید دید كه دستگاه جت مواد ساینده شاید سودآورترین دستگاه در كارگاه شما باشد.
توجه داشته باشید كه قیمت ساعت كار دستگاه بین 20 تا 35 دلار متغیر است. البته كارگاه.هایی نیز مشاهده شده.اند كه به علت انجام كارهای فوق.العاده دقیق، ساعت كار دستگاهشان بین 500 تا 2000 دلار می.باشد. البته كمی غیر عادی نیز می.باشد و همچنین گاهگاهی كارگاه.هایی نیز دیده می.شوند كه كارهایی انجام می.دهند كه انجام آنها با سایر روش.ها یا تقریباً غیر ممكن و یا با استفاده از روش.هایی كه بتواند جایگزین جت مواد ساینده شود، خیلی گران می.شود.
تلرانس.ها و دقت.های قابل دستیابی :
جهت تولید قطعات دقیق نیاز به دستگاه دقیق نیز می.باشد. البته پارامترهای دیگری نیز وجود دارند كه مهم و قابل توجه می.باشند. یك میزكار دقیق در دقت كار تاثیر دارد. فاكتور اصلی در دقت و تلرانس، نرم.افزار دستگاه است نه سخت.افزار آن! تلرانس قابل دستیابی به مقدار زیادی به مهارت استفاده كننده بستگی دارد. اخیراً پیشرفت.های مهمی در خصوص كنترل فرآیند جهت دستیابی به تلرانس.های بالاتر صورت گرفته است. دستگاه 10 سال پیش دارای تلرانس كاری بین 060/0 تا 10/0 اینچ بوده است و لیكن امروزه دستگاه.هایی تولید شده.اند كه قادرند قطعاتی با تلرانس 002/0 اینچ تولید كنند.
جنس قطعه كار :
مواد سخت.تر نوعاً پس از برشكاری كمتر taper شده.اند و این مسئله در تعیین میزان تلرانس قابل دستیابی، قابل توجه است.
ضخامت قطعه كار :
هنگامی كه ضخامت قطعه كار افزایش می.یابد، كنترل رفتار خروجی جت. ساینده در محلی كه از قطعه كار خارج می.شود، مشكل می.گردد و هر چه ضخامت قطعه كار افزایش یابد، میزان شیب.دار شدن و احتمال لب.پریدگی افزایش می.یابد.
دقت میزكار :
واضح است است دقت بالاتر وقتی حاصل می.شود كه حركت میز دقیق.تر و قابل كنترل.تر باشد.
استحكام و پایداری میزكار:
ارتعاشات بین سیستم حركتی و قطعه كار و ضعف در كنترل سرعت و تغییر ناگهانی در وضعیت دستگاه می.تواند باعث بروز عیب در قطعه كار گردیده كه اغلب witness marks نامیده می.شود .
كنترل جت مواد ساینده :
چون اساساً ابزار برشی یك جریانی از آب پر فشار همراه با مواد ساینده است . هنگام خروج از قطعه كار حالت اریبی شكل بوجود می.آید، لذا جهت حصول تلرانس و دقت لازم بایستی این عقب.افتادگی با كنترل مناسب جبران گردد.
این مسلئه عقب.افتادگی (lag) می.تواند در موارد ذیل بروز اشكال نماید :
الف- در اطراف منحنی.ها
هنگامی كه جت می.خواهد از یك مسیر منحنی شكل عبور نماید، lag باعث شیب.دار شدن می.گردد، بنابراین برای جلوگیری از این امر بایستی سرعت حركت خطی مسیر برش را پایین آورد و اجازه داد كه قسمت انتهایی جت و قسمت ابتدایی آن كه این دو مابین محل ورود جت و محل خروج آن از قطعه كار قرار دارد در یك راستا قرار گرفته و از شیب.دار شدن آن جلوگیری گردد.
ب- گوشه.های داخلی
هنگامی كه جت وارد یك گوشه داخلی از مسیر برش می.گردد بایستی سرعت پیشروی را پایین آورد تا عقب.افتادگی قسمت انتهایی جت جبران شده و مسیر برش صاف و بدون شیب.دار شدن تولید شود در غیر این صورت احتمال افزایش شعاع گوشه وجود خواهد داشت. همچنین پس از اتمام ماشینكاری گوشه.ها و رسیدن به خط مستقیم نبایستی سرعت پیشروی یكمرتبه افزایش یابد زیرا این عمل باعث پس زدن ناگهانی جت و آسیب.دیدگی قطعه كار می.گردد.
ج- میزان پیشروی
هنگامی كه سرعت پیشروی كاهش داده می.شود، عرض مسیر برش قه مقدار اندكی افزایش می.یابد.
د- شتاب
هر گونه حركت ناگهانی از قبیل تغییر در میزان پیشروی به طور ناگهانی باعث آسیب.دیدگی قطعه كار می.گردد. لذا بایستی برای كارهای فوق.العاده دقیق، شتاب به خوبی كنترل گردد.
هـ- فاصله نازل تا قطعه كار
برخی از نازل.ها نسبت به برخی دیگر باعث شیب.دار شدن بیشتری در مسیر برش می.گدرد. نازل.های بلندتر معمولاً شیب كمتری ایجاد می.نمایند، كاهش فاصله نازل تا سطح قطعه كار باعث كمتر شدن شیب می.گردد.
و- عرض برش
عرض برش كه همان قطر یا عرض پرتو جت می.باشد، مشخص می.كند كه تا چه حد شما می.توانید گوشه.هایی تیز و با حداقل شعاع گوشه تولید نمایید. تقریباً كوچكترین قطر پرتو جت تولید عرض برشی به پهنای 030/0 اینچ می.نماید. دستگاه.هایی با قدرت عملیاتی بالاتر نیازمند نازل.های بزرگتری می.باشد زیرا حجم آب و مواد ساینده نیز بیشتر خواهد بود.
ز- ثبات فشار پمپ
تغییرات در فشار پمپ واترجت می.تواند باعث ایجاد اثراتی بر روی قطعه نهایی گردد. بنابراین لازم است كه در حین انجام عملیات طوری برنامه.ریزی گردد كه تغییرات فشار پمپ به حداقل رسیده تا از ایجاد اثرات نامطلوب بر قطعه كار جلوگیری شود و این موضوع بخصوص در مواردی كه تلرانس مورد نظر در حدود 005/0 اینچ باشد، رعایت این مسئله الزامی است پمپ.های قدیمی.تر اغلب بیشتر باعث بروز چنین مشكلاتی می.شدند ولیكن پمپ.هایی كه با استفاده از سیستم میل.لنگ كار می.كنند باعث توزیع فشار یكنواخت.تر و منظم.تر می.گردند.
ح- تجربه اپراتور
با توجه به فاكتورهای ذكر شده سیستم جت مواد ساینده قادر است قطعات را با تلرانسی از 020/0 اینچ تا 001/0 اینچ تولید نماید. امتیاز و برتری یك دستگاه جت مواد ساینده نسب به نوع مشابه خود، در سهولت دستیابی به تلرانس.های مذكور می.باشد در صورتی كه نازل بتواند در هر موقعیت لازم نسبت به محورهای x و y با تلرانس 01/0 اینچ قرار گیرد، بنابراین شما می.توانید قطعه.ای با ضخامت 5/0 اینچ را با تلرانس 002/0 اینچ تولید نمایید. علاوه بر مطالب فوق، تجربه اپراتور نیز حائز اهمیت می.باشد.
این صفحه را در گوگل محبوب کنید
[ارسال شده از: فان پاتوق]
[مشاهده در: www.funpatogh.com]
[تعداد بازديد از اين مطلب: 931]

-
گوناگون
پربازدیدترینها